
ଆଡାପ୍ଟର ସ୍ଲିଭ H31 / 500 H31 / 530 H31 / 560 |

ଆଡାପ୍ଟର ସ୍ଲିଭ୍ ନୀତି |
ଆଡାପ୍ଟର ସ୍ଲିଭ୍ର ନୀତି ଏକ ପଦ୍ଧତିକୁ ବୁ refers ାଏ ଯେଉଁଥିରେ କାର୍ଯ୍ୟ ଖଣ୍ଡ ଏବଂ ସ୍ଲିଭ ମଧ୍ୟରେ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବଧାନ ସୃଷ୍ଟି ହୋଇ ଯନ୍ତ୍ରରେ ଯନ୍ତ୍ରର ଉପଯୁକ୍ତ ଆକାରର ଏକ ସ୍ଲିଭରେ ରଖାଯାଇଥାଏ ଏବଂ ସ୍ଲିଭ୍ର ବାହ୍ୟ ପୃଷ୍ଠକୁ ଏକ ରେଫରେନ୍ସ ଭାବରେ ବ୍ୟବହାର କରାଯାଇଥାଏ | କାର୍ଯ୍ୟ ଖଣ୍ଡର ଡାଇମେନ୍ସନାଲ୍ ସଠିକତା ନିଶ୍ଚିତ କରନ୍ତୁ |
ଆଡାପ୍ଟର ସ୍ଲିଭ୍ ନୀତିର ମ basic ଳିକ ଧାରଣା ହେଉଛି ସ୍ଲିଭ୍ର ବାହ୍ୟ ପୃଷ୍ଠକୁ ରେଫରେନ୍ସ ପ୍ଲେନ୍ ଭାବରେ ବ୍ୟବହାର କରିବା ଯେ ଯନ୍ତ୍ରପାତି ସମୟରେ ସାମଗ୍ରୀକ ବିକୃତି କିମ୍ବା ଯନ୍ତ୍ର ତ୍ରୁଟି ହେତୁ କାର୍ଯ୍ୟ ଖଣ୍ଡଟି ଡାଇମେନ୍ସନାଲ୍ ବିଚ୍ୟୁତି ସୃଷ୍ଟି କରେ ନାହିଁ | ଯନ୍ତ୍ରକ process ଶଳ ପ୍ରକ୍ରିୟାରେ, କାର୍ଯ୍ୟ ଖଣ୍ଡଟି ସ୍ଲିଭରେ ସ୍ଲିଭ୍ ହୋଇଯାଏ ଏବଂ ସ୍ଲିଭ୍ର ବାହ୍ୟ ପୃଷ୍ଠଟି କଟର କିମ୍ବା ଅନ୍ୟାନ୍ୟ ପ୍ରକ୍ରିୟାକରଣ ଉପକରଣଗୁଡ଼ିକ ସହିତ ଗତି କରେ ଏବଂ କାର୍ଯ୍ୟ ଖଣ୍ଡ ଏବଂ ସ୍ଲିଭ୍ ମଧ୍ୟରେ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବଧାନ ସୃଷ୍ଟି ହୁଏ, ଯାହାଫଳରେ ପ୍ରକ୍ରିୟାକରଣରେ | ପ୍ରକ୍ରିୟା, କାର୍ଯ୍ୟ ଖଣ୍ଡ ସ୍ automatically ତ automatically ସ୍ପୃତ ଭାବରେ ସ୍ଲିଭ୍ର ଆକୃତି ଅନୁଯାୟୀ ଛେଦନ ହେବ, ଯାହା ଦ୍ work ାରା କାର୍ଯ୍ୟ ଖଣ୍ଡର ପ୍ରକ୍ରିୟାକରଣର ଡାଇମେନ୍ସନାଲ୍ ସଠିକତା ନିଶ୍ଚିତ ହେବ |
ଆଡାପ୍ଟର ସ୍ଲିଭ୍ର ନୀତି ମାଧ୍ୟମରେ, କାର୍ଯ୍ୟ ଖଣ୍ଡର ଡାଇମେନ୍ସନାଲ୍ ସଠିକତା ପ୍ରଭାବଶାଳୀ ଭାବରେ ନିଶ୍ଚିତ ହୋଇପାରିବ, ପ୍ରକ୍ରିୟାକରଣ ଦକ୍ଷତା ଉନ୍ନତ ହୋଇପାରିବ ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ମୂଲ୍ୟ ହ୍ରାସ ହୋଇପାରିବ | ତଥାପି, ବ୍ୟବହାରିକ ପ୍ରୟୋଗଗୁଡ଼ିକରେ, ଆଡାପ୍ଟର ସ୍ଲିଭ୍ ନୀତିର କାର୍ଯ୍ୟକାରିତାକୁ ନିଶ୍ଚିତ କରିବା ପାଇଁ ସ୍ଲିଭ୍ର ଆକାର ଚୟନ ଏବଂ ଥର୍ମାଲ୍ ଡିଫର୍ମେସନ୍ ଭଳି କାରକଗୁଡିକ ବିଚାର କରାଯିବା ଆବଶ୍ୟକ | ସେହି ସମୟରେ, ସ୍ cases ତନ୍ତ୍ର କ୍ଷେତ୍ରରେ, ଆଡାପ୍ଟର ସ୍ଲିଭ୍ ନୀତିର ପ୍ରୟୋଗକୁ ହୃଦୟଙ୍ଗମ କରିବା ପାଇଁ ସ୍ଲିଭ୍ର ଭିତର ପୃଷ୍ଠକୁ ମଧ୍ୟ ଏକ ରେଫରେନ୍ସ ଭାବରେ ବ୍ୟବହାର କରାଯାଇପାରେ |
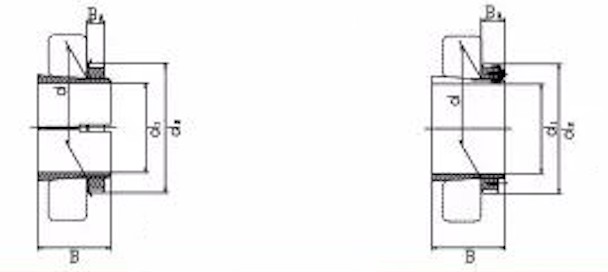
| ପଦବୀ | ସୀମା ପରିମାପ | | ଉପଯୁକ୍ତ ଭାଲୁ (ଗୁଡିକ) | Wt | |||||
| d | d1 | B | d2 | B3 | ଗୋଲାକାର ରୋଲର୍ ବିୟରିଂ | | KG | ||
| H31 / 500 | 500 | 470 | 356 | 630 | 100 | 231500K | - | 145 |
| H31 / 530 | 530 | 500 | 364 | 670 | 105 | 231 / 530K | - | 161 |
| H31 / 560 | 560 | 530 | 377 | 710 | 110 | 231 / 560K | - | 185 |
| H31 / 600 | 600 | 560 | 399 | 750 | 110 | 231 / 600K | - | 234 |
| H31 / 630 | 630 | 600 | 424 | 800 | 120 | 231 / 630K | - | 254 |
| H31 / 670 | 670 | 630 | 456 | 850 | 131 | 231 / 670K | - | 340 |
| H31 / 710 | 710 | 670 | 467 | 900 | 135 | 231 / 710K | - | 392 |
| H31 / 750 | 750 | 710 | 493 | 950 | 141 | 231 / 750K | - | 451 |
| H31 / 800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | - | 535 |
| H31 / 850 | 850 | 800 | 536 | 1060 | 147 | 231 / 850K | - | 616 |
| H31 / 900 | 900 | 850 | 557 | 1120 | 154 | 231900K | - | 677 |
| H31 / 950 | 950 | 900 | 583 | 1170 | 154 | 231 / 950K | - | 738 |
| H31 / 1000 | 1000 | 950 | 609 | 1240 | 154 | 231 / 1000K | - | 842 |
| H31 / 1060 | 1060 | 1000 | 622 | 1300 | 154 | 231 / 1060K | - | 984 |




